為什么輪胎的側面會有橡膠毛?
圖片:Pexels / CC0


輪胎當作型之后需要放到硫化機內進行“蒸煮”,把生米煮當作熟飯,具體操作是胎面靠到模具斑紋塊上,內部利用膠囊頂住,將輪胎壓緊。
“蒸煮”過程中,輪胎內部的氣泡因為橡膠的流動和擠壓會跑出來,這些空氣需要排出,安放輪胎時,輪胎與模具之間的空氣也需要排出。
若是這些空氣不排出,就會占有橡膠的位置,造當作輪胎概況的缺陷,好比概況缺膠。
若是橡膠內部的空氣未排出,則會造當作輪胎氣泡,這些氣泡分為顯性和隱性的,顯性的在外不雅檢測過程中會被判廢,隱性的可以經由過程無損檢測查出來,但不是所有的輪胎都做無損檢測,沒檢測出來的就會流入到用戶手中。
為了排出模具中的空氣,傳統模具上都設有排氣系統,而所謂的排氣系統,就是模具型腔與外界聯通的排氣孔,直徑不小于 0.6mm,所以硫化(蒸煮)過程中胎坯膠料就會經由過程排氣孔流出形當作巨細一致、密密麻麻的膠須,為了美不雅,輪胎入庫前會將膠須剪失落,但一般只剪胎面的膠須,而不處置胎側的。
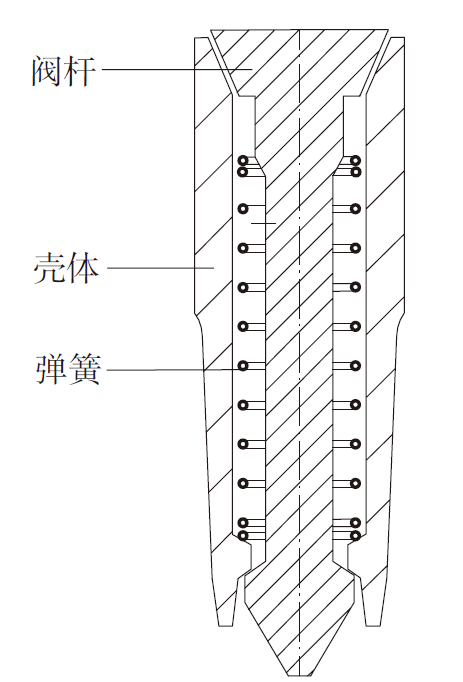
上面這種華侈膠料、人力,所以此刻良多輪胎硫化過程中會利用彈簧氣孔套,如下圖所示,在彈簧的感化下,閥桿與殼體之間有間隙,空氣可以排出,空氣排完后,膠料會頂住壓緊閥桿,消弭間隙,防止膠料從間隙中溢出。
這種就會比力好了,美不雅且無需剪“小辮子”,不外這種也出缺點的......
你們有機遇可以看看亞洲 F3 的輪胎,上面就是沒有“小辮子”的......
- 發表于 2019-05-08 22:14
- 閱讀 ( 1029 )
- 分類:其他類型
admin
0 篇文章
作家榜 ?
-
 xiaonan123
189 文章
xiaonan123
189 文章
-
 湯依妹兒
97 文章
湯依妹兒
97 文章
-
 luogf229
46 文章
luogf229
46 文章
-
 jy02406749
45 文章
jy02406749
45 文章
-
 小凡
34 文章
小凡
34 文章
-
 Daisy萌
32 文章
Daisy萌
32 文章
-
 我的QQ3117863681
24 文章
我的QQ3117863681
24 文章
-
 華志健
23 文章
華志健
23 文章